
現場で「旋盤で丸物を削るから」「フライスで平面出すぞ」という会話が飛び交っているのに、正直まだ違いがよくわかっていない。
そんな1年目の方向けに、この記事では旋盤とフライス盤の本質的な違いを、切削加工の基礎からわかりやすく整理します。難しい数式は使いません。「なぜそういう構造なのか」という理屈から理解すると、現場での動きが変わります。
- 切削加工とは何か(基礎の基礎)
- 旋盤とフライス盤の「本質的な違い」
- それぞれが得意な加工形状と使い分けの考え方
- 現場でよく使われる用語の意味
切削加工とは何か、まず基礎から整理する
旋盤とフライス盤の違いを理解する前に、まず「切削加工」とは何かを押さえておきましょう。
切削加工とは、工具(刃物)で素材を削り取り、必要な形・寸法に仕上げる加工方法のことです。削り取ることで形を作るため、もともとの素材より小さくなります。粘土を彫刻するイメージに近いです。
切削加工の世界では、次の2つの要素が常に登場します。
- 工作物(ワーク):削られる側の素材。アルミ・鉄・ステンレスなど
- 工具(刃物・バイト・エンドミルなど):削る側。材質や形状によって使い分ける
切削加工で重要なのは、「どちらが回転するか」という点です。旋盤とフライス盤の最大の違いは、まさにここにあります。
旋盤とフライス盤、根本的な違いはここにある

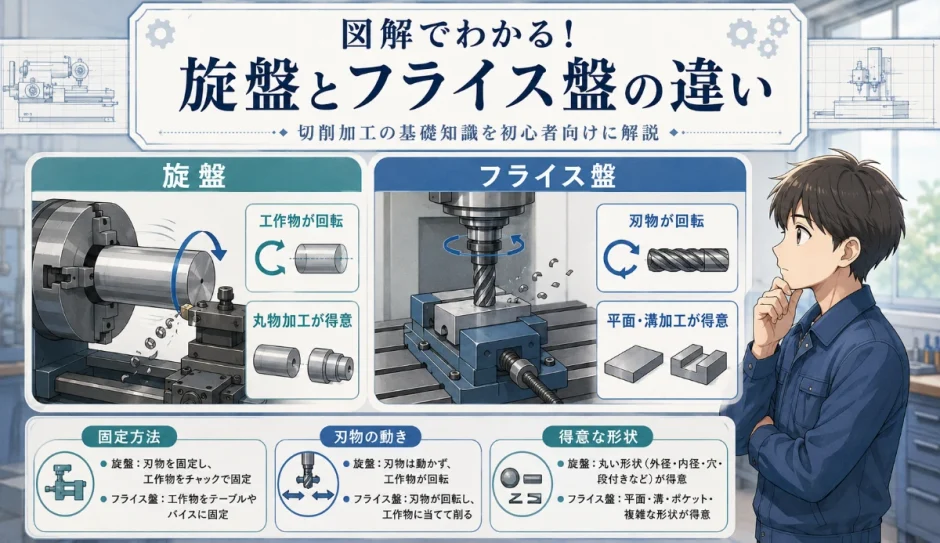
一言で言えば、こういうことです。
- 旋盤:工作物(ワーク)が回転する。工具(バイト)は固定して当てる
- フライス盤:工具(カッター・エンドミル)が回転する。工作物は固定してテーブルが動く
この「どちらが回るか」という違いが、加工できる形状の違いに直結しています。
旋盤は工作物が回転するため、回転体(丸いもの)を作るのが得意です。シャフト・ボルト・ピン・リングのような円柱・円筒形状がまさに旋盤の守備範囲です。
フライス盤は工具が回転するため、平面・溝・穴など、直線的な形状を作るのが得意です。四角いブロックの面を削ったり、特定の位置に溝を入れたりする加工に向いています。
旋盤の仕組みと得意な加工を深掘りする
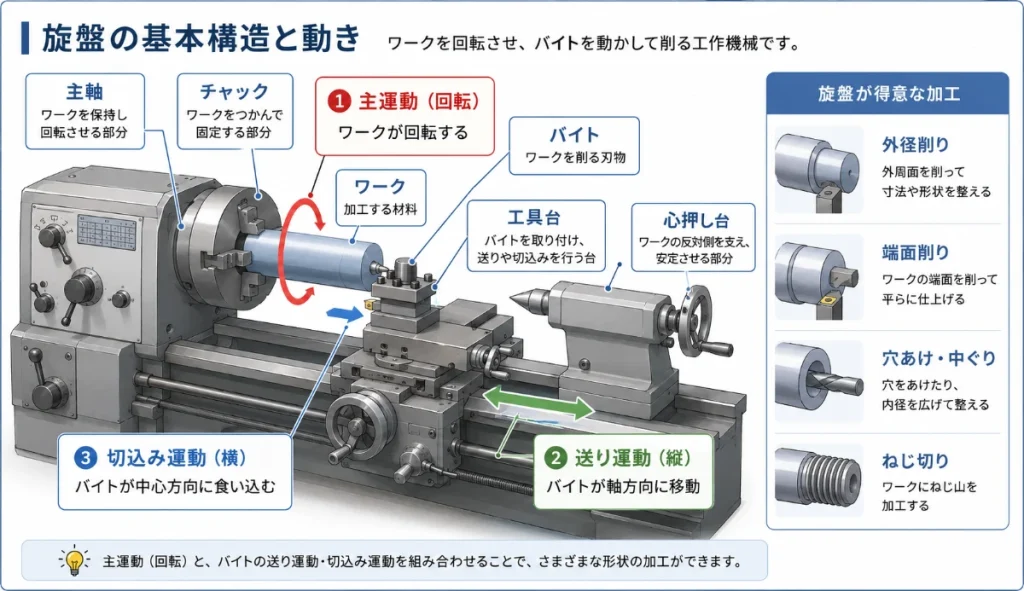
旋盤の基本構造と動き
旋盤の主軸(スピンドル)にチャックが取り付けられており、ワークをチャックで掴んで固定します。主軸が回転するとワークも一緒に回転し、そこに工具台に固定したバイトを当てて削ります。
旋盤での加工は、大きく次の3つの動きで成り立っています。
| 動きの種類 | 内容 | 役割 |
|---|---|---|
| 主運動(回転) | ワークが回転する | 切削を起こす主な動き |
| 送り運動(縦) | バイトがワークの軸方向に移動する | 外径を長さ方向に削る(外周削り) |
| 切込み運動(横) | バイトがワーク中心方向に食い込む | 削る深さを決める |
旋盤が得意な加工形状
- 外径削り:円柱の外側を削って直径を整える。最も基本的な旋盤加工
- 端面削り:ワークの端面(断面)を削って平らにする
- 穴あけ・中ぐり(ボーリング):中心に穴を開けたり、穴の内径を広げる
- 溝入れ:外周や端面に溝を加工する(Oリング溝・スナップリング溝など)
- ねじ切り:外径または内径にねじ(螺旋状の溝)を切る
- テーパー加工:円柱を先細りの形(テーパー)に削る
共通しているのは、すべての加工が「回転軸を中心とした対称形」になるという点です。旋盤で作れるものは、必ず丸い断面を持つ形状です。
旋盤の重要な用語
| 用語 | 意味 |
|---|---|
| チャック | ワークを掴んで固定する部品。3爪チャックが一般的 |
| バイト | 旋盤用の切削工具。外径バイト・内径バイト・突切りバイトなど種類がある |
| 心押し台(テールストック) | 長いワークの反対側を支える部品。センターで支えてたわみを防ぐ |
| 回転数(rpm) | 主軸が1分間に何回転するか。素材・直径によって適切な回転数が変わる |
| 切削速度(m/min) | 工具とワークが接触する点での速度。素材に合わせて設定する |
| 送り量(mm/rev) | ワーク1回転あたりのバイトの移動量。仕上げ面の粗さに影響する |
フライス盤の仕組みと得意な加工を深掘りする
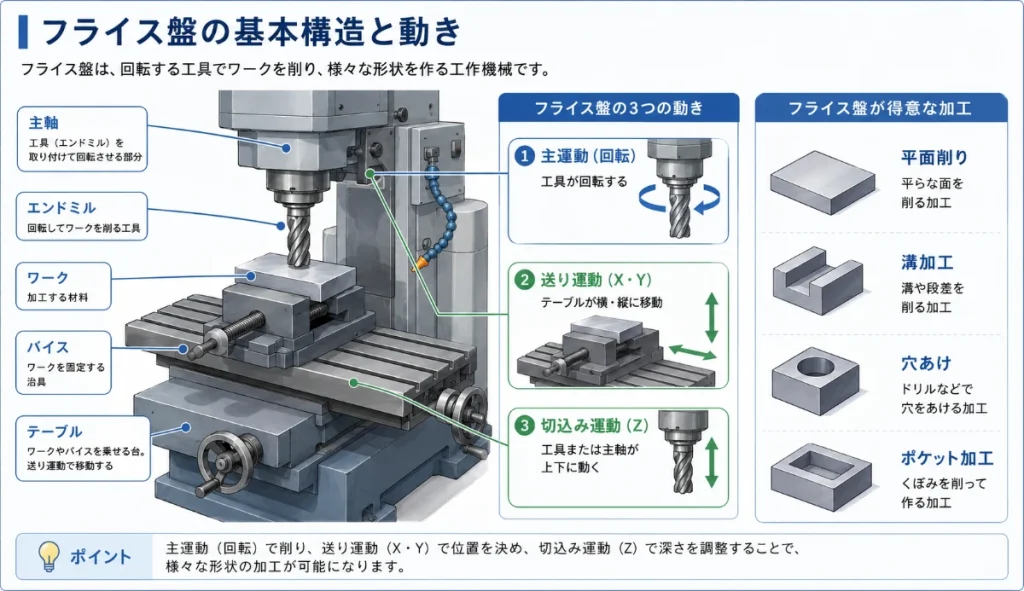
フライス盤の基本構造と動き
フライス盤は、主軸に取り付けた回転工具(フライスカッター・エンドミルなど)が回転します。ワークはテーブルにバイスや治具で固定し、テーブルが縦・横・上下に動くことで切削が行われます。
フライス盤での加工の基本的な動きは次の通りです。
| 動きの種類 | 内容 | 役割 |
|---|---|---|
| 主運動(回転) | 工具(カッター)が回転する | 切削を起こす主な動き |
| 送り運動(X軸・Y軸) | テーブルが横方向・縦方向に移動する | 平面・溝・輪郭を削る |
| 切込み運動(Z軸) | 主軸または工具が上下に動く | 削る深さを決める |
フライス盤が得意な加工形状
- 平面削り(正面フライス):ブロック素材の上面・側面を平らに削る。最も基本的なフライス加工
- 溝加工:エンドミルで直線の溝・キー溝・T溝などを削る
- 輪郭加工:任意の形状の輪郭をエンドミルで削り出す
- 穴あけ(ドリル加工):主軸にドリルを取り付けて穴を開ける
- 段加工:ブロックの一部を掘り下げて段差を作る
- ポケット加工:ブロックの内側を掘り込んで凹み形状を作る
共通しているのは、「直線的な動きで形を作る」という点です。旋盤が「回転体専用」であるのに対し、フライス盤は「回転以外のほとんどの形状」を守備範囲とします。
フライス盤の重要な用語
| 用語 | 意味 |
|---|---|
| エンドミル | フライス盤で最もよく使う工具。溝・側面・輪郭加工に使う。刃数・径・材質で多種類ある |
| 正面フライス(フェイスミル) | 大きな平面を一度に削れる大型の回転工具 |
| バイス | ワークをテーブルに固定するための万力状の治具 |
| 切込み量(ap) | 工具がワークに食い込む深さ。深すぎると工具折損につながる |
| 送り速度(mm/min) | テーブルが移動する速度。速すぎると工具が折れやすくなる |
| 上向き削り・下向き削り | 工具の回転方向とテーブルの送り方向の関係。仕上がりや工具摩耗に影響する |
旋盤とフライス盤、まとめて比較する
ここまでの内容を一覧で比べます。
| 比較項目 | 旋盤 | フライス盤 |
|---|---|---|
| 回転するもの | ワーク(工作物) | 工具(カッター・エンドミル) |
| 固定されるもの | 工具(バイト) | ワーク(バイス・治具で固定) |
| 得意な形状 | 円柱・円筒・回転体(丸いもの) | 平面・溝・輪郭・ポケット(角もの) |
| 代表的な工具 | バイト(外径・内径・突切りなど) | エンドミル・正面フライスなど |
| 代表的な加工例 | シャフト・ボルト・リング・ピン | ブロック・金型・部品の平面・溝 |
| 基準の動き | ワーク回転+バイトの送り | 工具回転+テーブルの送り |
この表を頭に入れておくと、現場で「これは旋盤でいける形状か、フライスが必要か」という判断の基準ができてきます。
マシニングセンタはフライス盤の進化版
現場でよく聞く「マシニングセンタ(MC)」という機械は、フライス盤を自動化・高機能化したものです。
フライス盤は手動または半自動で工具の交換や送りを行いますが、マシニングセンタはNC(数値制御)によってプログラム通りに自動で加工を行います。さらに、工具の自動交換機能(ATC:オートツールチェンジャー)を持っており、ドリル・エンドミル・正面フライスなどを自動で切り替えながら複合的な加工ができます。
- フライス盤:手動または半自動。オペレーターがハンドルを回したり、送りをかけながら加工する
- マシニングセンタ:プログラム(NCプログラム)による全自動加工。工具も自動交換。精度・再現性が高い
同様に、旋盤にもNC制御の「NC旋盤」があり、プログラムで自動加工を行います。現代の量産工場ではNC旋盤・マシニングセンタが主力になっていますが、機械の原理(回転するのはどちらか)は同じです。まず原理を理解してから、NC操作を覚えていくのが確実な順番です。
現場でよくある「どちらの機械で加工するか」の判断基準
実際の現場では、図面を見て「この形状はどちらの機械で加工するか」を判断する場面があります。基本的な考え方を整理しておきます。
丸棒から外径を削って一定の直径にしたい場合は?
旋盤の外径削りが最適です。ワークを回転させてバイトを当てるだけで、きれいな円柱が仕上がります。フライス盤で同じことをしようとすると非効率です。
四角いブロックの上面を平らに削りたい場合は?
フライス盤(または正面フライスを使ったマシニングセンタ)の出番です。旋盤ではテーブルが動く構造がないため、平面を広く削ることが苦手です。
シャフトにキー溝を入れたい場合は?
溝の加工はフライス盤・マシニングセンタが担当します。シャフト(丸物)は旋盤で作りますが、その後にキー溝を入れる工程はフライス系の機械が必要です。同じ部品でも、複数の機械を経由するケースがあります。
内径を削って穴を広げたい場合は?
穴の中心が回転軸と一致している場合は旋盤の「中ぐり(ボーリング)」が使えます。穴が中心からずれた位置にある場合や複数穴がある場合は、マシニングセンタのボーリングサイクルやドリル加工が適しています。
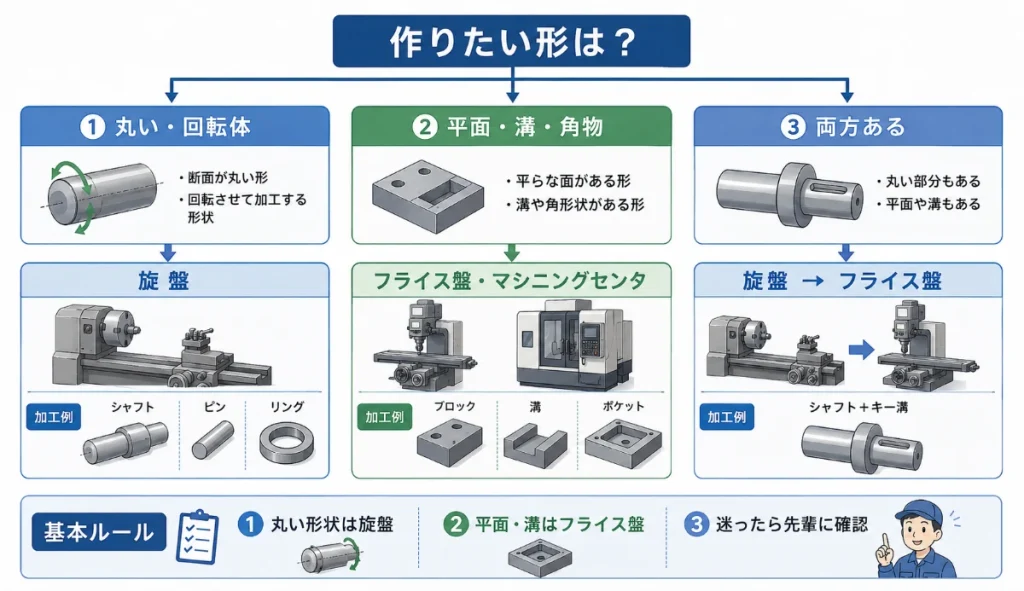
- 丸い・回転体の形状 → 旋盤(シャフト・ピン・リング・ネジなど)
- 平面・溝・輪郭・ポケットの形状 → フライス盤・マシニングセンタ
- 1つの部品で両方の形状がある → 旋盤で丸物を作ってからフライスで溝・穴加工
- わからなければ図面を持って先輩・リーダーに確認する
最初のうちは「自分で判断して機械にかける」より「確認してからかける」を徹底してください。機械の選択ミスや段取りの間違いは、素材の無駄・工具の破損・最悪は機械故障につながります。
切削条件の基礎:回転数・送り・切込みの関係
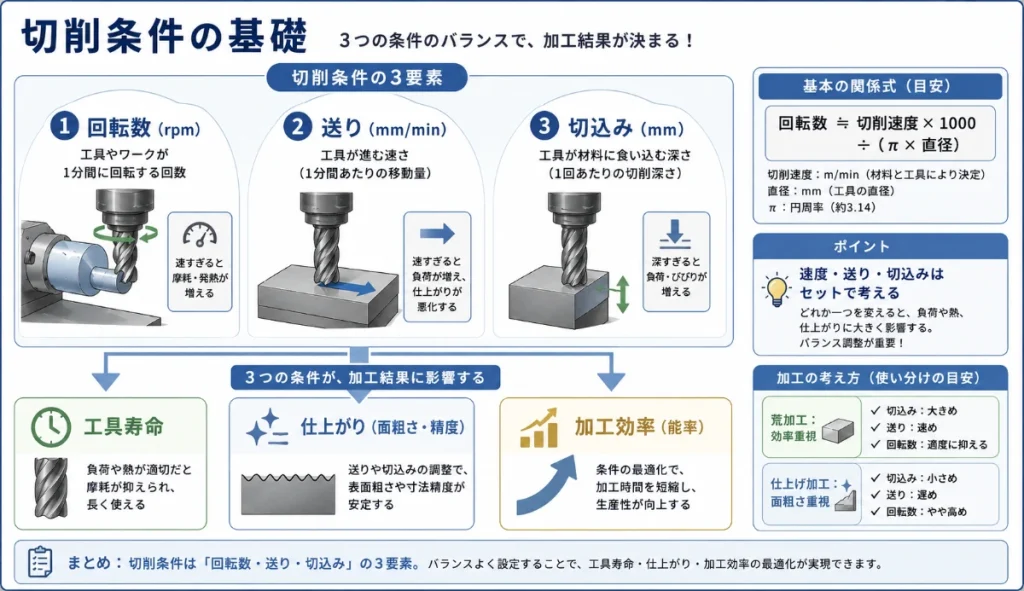
旋盤でもフライス盤でも、加工するときに必ず設定するのが「切削条件」です。切削条件が適切でないと、工具の寿命が短くなったり、仕上がりが悪くなったり、最悪は工具が折れます。
最初は先輩や作業指示書に従って設定すれば十分ですが、意味を理解していると「なぜこの数値にするのか」が見えてきます。
切削速度(Vc)とは
切削速度とは、工具とワークが接触する点での速度(m/min)のことです。素材の種類・工具の材質によって、適切な切削速度の目安があります。
- アルミ合金:200〜400 m/min程度(やわらかいので速く削れる)
- 一般鋼(SS・S45Cなど):80〜200 m/min程度
- ステンレス(SUS304など):60〜120 m/min程度(熱がこもりやすく難削材)
- 鋳鉄(FC材):80〜150 m/min程度
切削速度から回転数を計算する式は、「回転数(rpm) = 切削速度(m/min) × 1000 ÷(π × 直径mm)」です。現場ではこの計算を暗算せず、切削条件表や機械のガイドを使って確認するのが一般的です。
送り量・送り速度とは
送り量は、工具(またはテーブル)が1回転あたり・または1分間あたりにどれだけ移動するかを示します。送りが大きすぎると工具が欠けやすく、小さすぎると加工に時間がかかりすぎます。
仕上げ加工では送りを小さくして表面を滑らかにし、荒削りでは送りを大きくして効率を重視します。「荒加工→仕上げ加工」の2段階で進めることが多いのはそのためです。
切込み量とは
切込み量は、工具がワークに食い込む深さです。一度に削りすぎると工具への負荷が大きくなり、折損・びびり(振動)の原因になります。特に細いエンドミルや薄いワークでは、切込みを浅くして慎重に進めることが基本です。
旋盤・フライス盤でよくあるトラブルと対処の基本

1年目が現場でよく経験するトラブルを整理します。「なぜ起きるのか」がわかると、予防もできるようになります。
| トラブル | 主な原因 | 基本的な対処 |
|---|---|---|
| 工具(バイト・エンドミル)の摩耗・欠け | 切削速度・送りが速すぎる。切削油不足 | 条件を下げる。工具を交換する |
| びびり(加工中の振動・異音) | 工具の突き出し量が長い。ワーク固定が甘い。回転数が高すぎる | 固定を確認・締め直す。突き出しを短くする |
| 寸法オーバー(削りすぎ) | 切込み量の設定ミス。測定のタイミングが早い(熱膨張) | 加工前に試し削り・測定を徹底する |
| 仕上げ面が荒い | 送りが速すぎる。工具が摩耗している | 送りを落とす。工具を交換する |
| ワークがずれる・飛ぶ | チャック・バイスの固定が不十分 | 固定をやり直す。異常を感じたら即停止 |
ワークが飛ぶ・工具が折れるといったトラブルは、重大事故につながることがあります。「おかしいな」と思ったら、まず機械を止めて先輩に報告してください。自己判断で続けることが最も危険です。
1年目のうちに押さえておきたい心がけ
技術的な知識と同じくらい大切なのが、現場での向き合い方です。旋盤・フライス盤を安全に使いこなしていくために、1年目のうちから意識しておきたいことをまとめます。
- 加工前の確認を省かない:ワークの固定・工具の締め付け・切削条件の確認は毎回行う
- 測定は必ず加工後に行う:「たぶん合っているだろう」で次工程に流さない
- 工具の状態を見る目を育てる:刃先の摩耗・欠けを見逃さないようにする
- 切削音・切粉の状態を聞く・見る:音や切粉の形が変わったら条件が変わっているサイン
- わからない設定は必ず確認してから動かす:機械は止めて確認する方が安全
- 作業後の清掃・切粉の除去を丁寧に行う:次の人のためでもあり、機械寿命を延ばすためでもある
旋盤とフライス盤の違いを頭で理解することは、スタートラインです。実際に機械を動かしながら経験を積むことで、「なぜそうするのか」が体でわかるようになっていきます。焦らず、確実に1つずつ積み上げてください。
まとめ
- 切削加工は工具でワークを削り取る加工方法。「どちらが回転するか」が旋盤とフライス盤の本質的な違い
- 旋盤はワークが回転する→円柱・回転体(丸物)が得意。外径削り・端面削り・ねじ切りなど
- フライス盤は工具が回転する→平面・溝・輪郭・ポケット(角物)が得意
- マシニングセンタはフライス盤をNC化・自動化したもの。原理はフライス盤と同じ
- 機械の選択に迷ったら、「形状が丸いか四角いか」を起点に考えると整理しやすい
- 最初は自己判断より確認優先。機械・条件の設定ミスは大きなトラブルにつながる
旋盤とフライス盤の違いは、現場で毎日使う知識です。最初は用語が多くて混乱しますが、「ワークが回るか、工具が回るか」という1点を押さえておけば、あとの知識はそこに積み上がっていきます。
現場で先輩が操作しているのを見るとき、「今回転しているのはワークか工具か」を意識して見てみてください。それだけで、機械の動きの意味が違って見えてきます。